MÁY CÁN TÔN TOLE ĐỊNH HÌNH
NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY CÁN TÔN ĐỊNH HÌNH, thuyết minh máy cán, động học máy cán, kết cấu máy cán tôn tole, nguyên lý máy, cấu tạo máy, quy trình sản xuất TÔN TOLE
Đồ án tốt nghiệp là kết quả sau cùng của nhiều môn học và đồ án môn học khác nhau như cong nghệ chế tạo máy, dung sai ,chi tiết máy, sức bền … vv . qua đồ án này giúp sinh viên củng cố được kiến thức đã học ở trường trong thời gian qua.
Nhiệm vụ của đồ án này là thiết kế máy cán tôn định hình, sản phẩm của nó được dùng rất rộng rãi ngoài thị trường.
Ngày nay tole là loại vật tư rất hiệu trong xây dựng dân dụng, công nghiệp, dùng để làm tấm lợp cho các công trình, nhà ở, ngoài tole kim loại ra còn có nhiều loại vật liệu khác như nhựa, ngói, tôn ximang, nhung tole có ưu điểm độ bền cao bền giảm trọng lượng, thời gian sử dụng lâu dài, tính thẩm mỹ cao.
Hiện nay các loại máy cán tole ở nước ta chủ yếu là phải nhập về từ các nước tiên tiến khác như nhật, trung quốc ,đài loan… giá thành rất cao . nên việc thiết kế chế tạo máy cán tole là rất cần thiết cho sự nghiệp công nghiệp hóa, hiện đại hóa của nước ta .
Chúng em xin chân thành cảm ơn thầy …….đã tận tình chỉ dẫn chúng em trong suốt thời gian qua để hoàn thành đồ án này. Do thời gian và kinh nghiệm còn hạn chế nên không thể tránh nững thiếu sót, mong được sự đóng góp ý kiến của các thầy và các bạn.
Mục lục
Chương 1. Tổng quan trang 3
Nội dung chính của chương:
- Tình hình nghiên cứu thiết kế máy cán trên thế giới và trong nước.
- Nhu cầu thị trường, so sánh và lựa chọn sản phẩm.
Chương 2. Cơ sở lý thuyết về cán kéo kim loại trang 6
Chương 3. Tính toán thiết kế máy cán trang 11
Gồm có các phần chính sau:
- Tính góc uốn của phôi qua từng cặp trục (biến dạng dẻo) trang 17
- Tính các lực tác dụng trang 13
- Chọn động cơ trang 19
- Tính toán thiết kế bộ truyền đai trang 21
- Tính toán thiết kế các bộ truyền xích trang 25
- Tính toán thiết kế các quả cán trang 32
- Tính trục trang 34
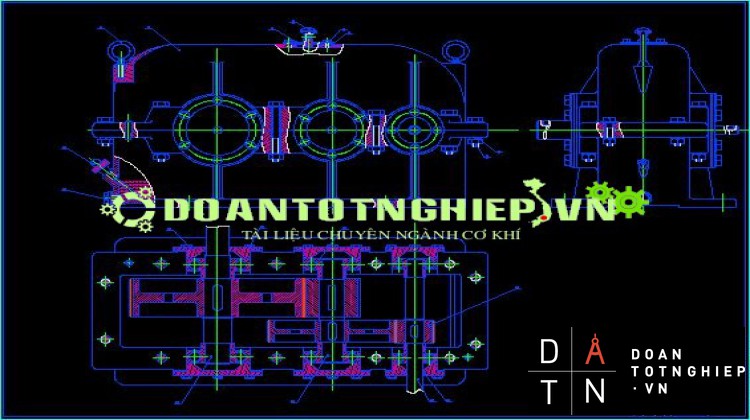
- Tính toán hộp giảm tốc trang 50
Tổng quan
- Giới thiệu về tole
cầu sử dụng các tấm lợp của con người ngày càng cao do đó đòi hỏi các tấm lợp phải đáp ứng tốt nhu cầu sử dụng của con người. Trước đây hầu hết các tấm lợp được làm từ đất sét (ngói), phêroximăng, nhựa PVC ... những loại này có nhiều nhược điểm nên bây giờ ít được sử dụng. Trong khi đó các loại tấm lợp bằng kim loại (tole) ngày càng được sử dụng nhiều vì nó có những ưu điểm sau:
+ Độ bền các tấm lợp cao hơn so với tấm lợp bằng phêroximăng, đất sét, nhựa PVC ...
+ Thời gian sử dụng lâu hơn, khả năng chống lại tác hại của môi trường cao hơn.
+ Gọn nhẹ, có tính thẩm mĩ cao.
+ Khó hư hỏng, khó thấm nước.
+ Kết cấu sườn lợp gọn nhẹ, tiết kiệm được kết cấu khung sườn nhà
1.1.1 : Phân loại tole:
Tole có chiều dày từ 0,1 ¸ 1,0 mm, chiều rộng từ 830 ¸ 1060 mm, để tạo điều kiện cho việc vận chuyển phôi liệu dễ dàng, các nhà máy cán thép sản xuất ra tấm kim loại và cuộn lại thành cuộn lớn, với khối lượng 1 cuộn gần 5 tấn có chiều dày và chiều rộng nhất định. Các loại tole cuộn này thường được nhập từ nước ngoài như BHP của Australia, POMINI của Italia, SMS của Đức, VAI của Aùo, NKK và KAWASAKI của Nhật, ANMAO của Đài Loan, Trung Quốc, Công Ty tole Phương Nam khu công nghiệp Biên Hoà Đồng Nai... Các cuộn thép này đã có sẵn lớp bảo vệ chống ôxy hoá, như mạ kẽm, sơn màu... Để tăng thêm độ cứng khi sử dụng làm tấm lợp, người ta phải tạo sóng cho tole, tuỳ theo nhu cầu sử sụng người ta tạo sóng cho tole là sóng thẳng, sóng tròn hay sóng ngói
Các dạng tole có sóng thường dùng là:
+ Tole sóng vuông
+ Tole sóng tròn
+ Tole sóng ngói
Các loại tole này thường có 5 sóng, 7 sóng, 9 sóng. Làm mái thẳng, mái vòm, chiều dày thường 0.2, 0.28, 0.35, 0.4, 0.5, 0.75(mm)
- Máy cán tạo hình được phân loại như sau:
- Theo công dụng
- Theo số giá cán trong máy cán
- Theo số trục cán có trong giá cán
- Theo cỡ kích thước của sản phẩm
1.2.Đặc điểm của sản phẩm cán nguội
- Hệ số sử dụng kim loại cán nguội đạt tới 99,5% nên ít phế phẩm (so với cán nóng phế phẩm ít hơn từ 3 đến 5 lần).
- Hình dạng của tiết diện rất đa dạng, phong phú. Tiết diện có thể kín hay hở.
- Phôi được cắt từ tôn tấm (CT3, dải băng thép, cuộn tôn mạ màu).
- Chiều dày phôi liệu và sản phẩm giống nhau, chiều dài sản phẩm từ 4m đến vô tận (theo chiều dài của phôi).
- Khi tạo hình bằng cán nguội, phôi không phải nung nóng nên kim loại bị biến cứng làm giới hạn chảy tăng từ 10 ¸ 15, chất lượng sản phẩm cao hơn cán nóng, tạo hình xong không phải xử lý nhiệt.
- Môi trường sản xuất tích cực (không gây tiếng ồn, nóng, bụi...)
1.3.Lựa chọn sản phẩm và thiết bị
Có nhiều loại tôn phổ biến là dạng sóng gồm hai loại: dạng hình sin và chắn hình thang ,profin định hình (Hình 1.8). Có thể kể tên các công trình sử dụng loại sản phẩm này này để lợp mái như các nhà xưởng, các công ty xí nghiệp và các công trình dân dụng khác,vv…
..................................................................................................
So với tấm lợp dạng hình sin, tấm lợp profin định hình có độ bền cao hơn, chịu lực cơ học tốt hơn, nên tuổi thọ lớn và hiện được ưu tiên sử dụng.
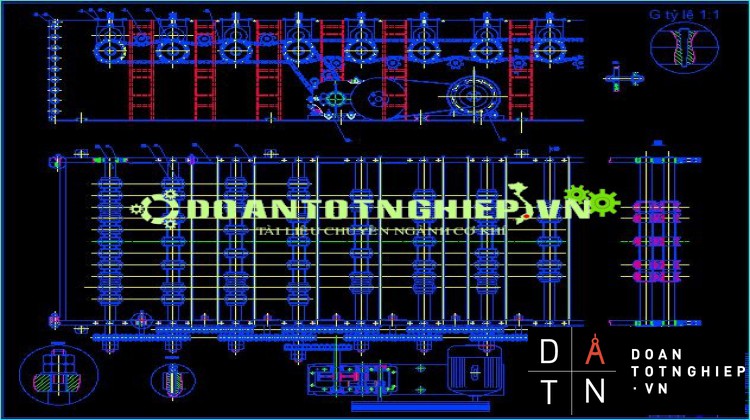
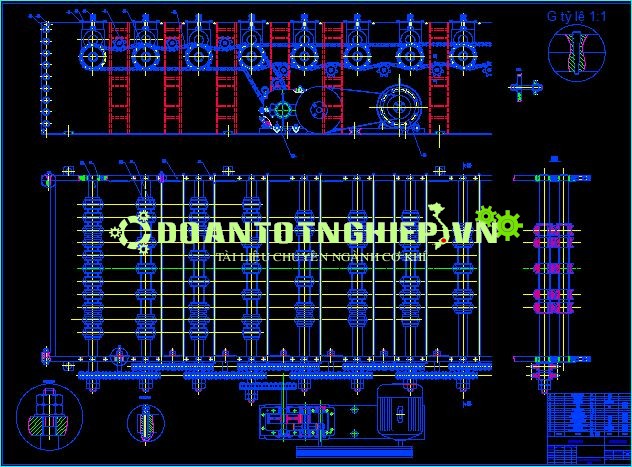
Để có được các sản phẩm định hình từ tôn tấm có nhiều phương pháp, trong đó điển hình là hai phương pháp cán nguội và dập nguội. Phương pháp dập nguội cho năng suất không cao, chiều dài hạn chế, thiết bị cồng kềnh … Phương pháp cán cho năng suất cao, sản phẩm đẹp. Máy cán tấm lợp đã được nhiều cơ sở trong nước sử dung. Tuy nhiên, máy cán loại này có profin trục cán chép theo dạng của sản phẩm, nên việc chế tạo, sửa chữa và bảo dưỡng khó khăn, giá thành cao. Đa số các máy cán tấm lợp ở Việt Nam hiện nay đều sử dụng bộ truyền bánh răng nên việc điều chỉnh khe hở cán rất khó khăn. Trong đồ án này chúng tôi chọn phương án thiết kế máy cán tôn sử dụng bộ truyền xích để dẫn động các cặp trục cán.
Việc thiết kế, chế tạo máy sẽ góp phần giảm đầu tư cơ bản, giảm chi phí nhập khẩu, chủ động với sản phẩm mới - đó là một trong những yêu cầu tất yếu khi nhu cầu ngày một lớn và có sự cạnh tranh cao.
Chương II
Cơ sở lý thuyết về biến dạng kim loại
2.1.các khái niệm cơ bản
2.1.1Vật liệu kim loại
Theo các nhà kỹ thuật. Kim loại được quan niêm là các vật thể có những dấu hiệu chung đặc trưng như:
- Dẫn điện, dẫn nhiệt tốt.
- Có ánh kim, phản xạ ánh sáng, không cho ánh sáng thường đi qua.
- Dẻo, dễ biến dạng dẻo (cán, kéo, rèn, ép).
- Có độ bền cơ học nhưng kém bền hóa học
- Trừ thủy ngân ra, các kim loại ở nhiệt độ bình thường đều có cấu trúc tinh thể.
- Nhiệt độ nóng chảy biến đổi trong phạm vi từ thấp đến cao nên đáp ứng được yêu cầu đa dạng của kỹ thuật.
2.2.biến dạng dẻo trong cán kim loại
2.3.1.Lý thuyết cán
- Khái niệm:
Cán là quá trình làm biến dạng kim loại bằng cách cho kim loại chuyển động giữa hai trục cán ngược chiều nhau, dưới áp lực của hai trục, kim loại tự biến dạng làm giảm chiều cao, tăng chiều dài, chiều ngang tăng không đáng kể. Sau khi cán kim loại có chiều cao bằng khe hở giữa hai trục cán, cơ tính của kim loại được cải thiện rõ rệt.
- Vùng biến dạng và các thông số đặc trưng của vùng biến dạng:
Khi cán, hai trục cán quay liên tục ngược chiều nhau. Nhờ ma sát tiếp xúc vật cán được ăn liên tục vào trục cán và cùng biến dạng. Sau biến dạng chiều dày vật cán giảm dần, chiều dài tăng lên, chiều rộng cũng tăng lên chút ít và hình dáng của vật cán thay đổi. Vùng biến dạng là vùng kim loại biến dạng dẻo nằm trong phạm vi tác dụng của trục cán.
Người ta gọi a là góc ăn kim loại hay góc tạo bởi cung tiếp xúc AB hoặc CD, giữa bề mặt trục cán và kim loại (hình 2.15a). Mỗi loại máy cán khác nhau cho ra một loại sản phẩm khác nhau thì sẽ có góc ăn kim loại a khác nhau, góc a còn phụ thuộc chủ yếu vào loại vật liệu cán (góc ma sát). Cung AB = CS = 1 là chiều dài cung tiếp xúc hay chiều dài vùng biến dạng. Góc g = IÔB là góc trung hòa, tại đó vận tốc cán kim loại bằng vận tốc trục cán, h1 và h2 chiều cao của vật cán trước và sau khi cán. b1 và b2 chiều rộng vật cán trước và sau khi biến dạng.
Lượng ép của kim loại: lượng ép tương đối Dh là hiệu số chiều cao của vật cán trước và sau khi biến dạng. Lượng ép tương đối được biểu thị bằng: Dh = h1 – h2 (mm)
.....................................................................
2.3.2.Điều kiện vật cán ăn vào trục cán:
Khi dùng một ngoại lực đưa vật cán vào trục cán đang quay ngược chiều nhau tại thời điểm vật cán tiếp xúc với hai trục cán, thành phần lực ma sát nằm ngang tiếp xúc phải lớn hơn thành phần áp lực lực pháp tuyến nằm ngang Nx mới đảm bảo cho vật cán ăn vào được. Nếu lực tiếp xúc Tx < Nx thì vật cán không ăn vào trục được và quá trình cán không xảy ra.
..............................................
Kết luận
Đề tài tốt nghiệp “nghiên cứu máy cán tole định hình” về cơ bản đã hoàn thành công việc được giao. Qua đó rút được một số kết quả sau:
Dạng sản phẩm được chọn có profin mới, phù hợp với tiêu chuẩn iso
Máy cán tole định hình được truyền động bằng bộ truyền xích giũa các cập trục.
Đa số các bộ phận máy như đai, xích, bánh đai đĩa xích, khớp nối,trục, quả cán, đều có thể tự sản xuất hoặc mua trong nước được, nên việc chế tạo hay bảo dưỡng, sữa chữa thay thế khá dễ dàng.
Năng suất sản phẩm máy được tính toán đạt yêu cầu.
THIẾT KẾ MÁY CÁN TÔN ĐỊNH HÌNH, thuyết minh máy cán, động học máy cán, kết cấu máy cán tôn tole, nguyên lý máy, cấu tạo máy, quy trình sản xuất TÔN TOLE






