THIẾT KẾ MÁY NGHIỀN ĐỨNG NGHIỀN BỘT CLINKER SẢN SUẤT XI MĂNG

NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY NGHIỀN ĐỨNG NGHIỀN BỘT CLINKER SẢN SUẤT XI MĂNG, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, cấu tạo máy, quy trình sản xuất
Nội dung nghiên cứu sẽ được trình bày lần lượt theo nội dung sau:
Chương III: TỔNG QUAN VỀ SẢN XUẤT XI MĂNG – VAI TRÒ CỦA CLINKER
Chương IV: TỔNG QUAN VỀ CÁC PHƯƠNG PHÁP NGHIỀN MỊN
Chương V: TÍNH TOÁN THIẾT KẾ MÁY NGHIỀN CLINKER
Chương VI: SỬ DỤNG, BẢO QUẢN, SỬA CHỮA MÁY
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
Trường Đại Học Sư Phạm Kĩ Thuật Độc Lập – Tự Do – Hạnh Phúc
----------------------- --------------------------
KHOA CƠ KHÍ CHẾ TẠO MÁY – BỘ MÔN CHẾ TẠO MÁY
NHIỆM VỤ ĐỒ ÁN
Họ và tên: MSSV:
Ngành: Cơ khí Chế tạo máy Niên khóa: 200.. – 201..
Tên đề tài: TÍNH TOÁN THIẾT KẾ MÁY NGHIỀN ĐỨNG NGHIỀN BỘT CLINKER SẢN XUẤT XI MĂNG
- Số liệu cho trước:
Năng suất: Q = 10T/h
- Nội dung tính toán:
- Tổng quan về sản xuất xi măng – Vai trò của Clinker
- Tổng quan về các phương pháp nghiền mịn – Lựa chọn phương pháp nghiền Clinker.
- Tính toán thiết kế máy nghiền Clinker
III.1. Thiết kế nguyên lí máy.
III.2. Thiết kế động học máy.
III.3. Thiết kế động lực học máy.
III.4. Thiết kế kết cấu một số bộ phận chính.
- Hướng dẫn sử dụng, bảo quản, sửa chữa máy.
- Các bản vẽ
- Bản vẽ nguyên lí các phương án nghiền mịn.
- Bản vẽ chế tạo toàn máy.
- Bản vẽ một số cơ cấu chính.
- Ngày giao nhiệm vụ:
- Ngày hoàn thành nhiệm vụ: 28/0../2001..
Chủ nhiệm bộ môn Giáo viên hướng dẫn
Kí tên Kí tên
TRƯỜNG ĐẠI HỌC NHẬN XÉT ĐỒ ÁN TỐT NGHIỆP
KHOA: CƠ KHÍ MÁY
BỘ MÔN CÔNG NGHỆ CHẾ TẠO MÁY
Tên đề tài: TÍNH TOÁN THIẾT KẾ MÁY NGHIỀN BỘT CLINKER SẢN XUẤT XI MĂNG
Sinh viên thực hiện: MSSV:
Giáo viên hướng dẫn: PGS. TS.
PHẦN NHẬN XÉT
- Tinh thần và thái độ làm việc:
......................................................................................................................
LỜI NÓI ĐẦU
Xi măng là vật liệu xây dựng cổ truyền và lâu đời nhất so với những vật liệu xây dựng khác. Thế nhưng cho tới nay, công nghệ sản xuất các chủng loại xi măng vẫn đang trên đà phát triển và không ngừng hoàn thiện. Nói một cách khác, về mặt công nghệ hóa học, và thiết bị công nghệ hay thiết bị bảo vệ môi trường… và cũng còn tồn tại nhiều vấn đề cần được tiếp tục nghiên cứu hoàn chỉnh. Ví dụ, làm thế nào để sản xuất đại trà clinker xi măng Portland có hàm lượng khoáng alit (C3S) đạt đến 80% mà không cần phải có một tỉ lệ nhất định khoáng belit (C2S), tức hệ số bão hòa vôi (LSF) của clinker phải đạt 100%? Làm thế nào để phản ứng tạo khoáng alit xảy ra chủ yếu ngay trong trạng thái rắn để hạn chế được hàm lượng cần thiết của các khoáng chảy và hạ thấp nhiệt độ nung clinker? Làm thế nào để tái sinh oxit carbon từ khí dioxit carbon để quay lại đốt lò, vừa tiết kiệm được nguyên liệu, vừa giảm bớt tác động xấu đến môi trường khí hậu? Đây là những vấn đề công nghề cần được tiếp tục nghiên cứu giải quyết.
Về các thiết bị công nghệ nghiền liệu, nghiền than, nghiền xi măng, hệ thống các tầng siclon trao đổi nhiệt tiền nung và calciner, lò quay 3 bệ, 2 bệ đỡ, cơ cấu tối ưu của máy làm nguội clinker… cũng chưa phải đã đạt mức hoàn chỉnh mong muốn. Hệ thống tự động hóa điều khiển vận hành thiết bị và kiểm tra sản xuất, xử lí các sự cố về công nghệ và thiết bị cũng đang được các hãng ABB (Thụy Sĩ), Ciement (Đức), FL Smidt (Đan Mạch), Kavazaki (Nhật), FCB (Pháp), Thiên Tân (Trung Quốc)…đang nghiên cứu cải tiến và hoàn chỉnh. Trong lúc đó ở nước ta chưa có được một cơ quan nào chuyên nghiên cứu phát triển công nghệ sản xuất xi măng, mà phải chấp nhận nhập khẩu đồng bộ những dây chuyền thiết bị trình độ công nghệ trung bình nên giá thành xi măng cao do phải chi tốn nhiều điện năng, nhiệt năng, nhiều nguyên liệu, vật tư và cả lao động kĩ thuật, thậm chí có một số nhà máy còn cả lao động thủ công, đơn giản.
Vì vậy, trong đồ án này, em chọn máy nghiền bột clinker sản xuất xi măng làm đối tượng nghiên cứu.
Nội dung nghiên cứu sẽ được trình bày lần lượt theo nội dung sau:
Chương III: TỔNG QUAN VỀ SẢN XUẤT XI MĂNG – VAI TRÒ CỦA CLINKER
Chương IV: TỔNG QUAN VỀ CÁC PHƯƠNG PHÁP NGHIỀN MỊN
Chương V: TÍNH TOÁN THIẾT KẾ MÁY NGHIỀN CLINKER
Chương VI: SỬ DỤNG, BẢO QUẢN, SỬA CHỮA MÁY
Do hạn chế về thời gian, kinh nghiệm và vốn kiến thức của em nên đồ án không tránh khỏi những thiếu sót. Vì vậy, em rất mong nhận được sự quan tâm góp ý của quí thầy cô và các bạn sinh viên để đồ án được hoàn thiện hơn.
MỤC LỤC
Phần A: GIỚI THIỆU Trang
Tựa đề tài
Bản giao nhiệm vụ
Nhận xét của giáo viên hướng dẫn
Nhận xét của giáo viên phản biện
Nhận xét của hội đồng
Lời nói đầu
Lời cảm ơn
Mục lục
Phần B: NỘI DUNG
Chương I: DẪN NHẬP ........................................................................................................................................2
I.1. ĐẶT VẤN ĐỀ ……………………………………………………………………………………………………………………………………………………………………………………………………2
I.2. GIỚI HẠN VẤN ĐỀ ………………………………………………………………………………………………………………………………………………………………………… 2
I.3. MỤC ĐÍCH THỰC HIỆN ĐỀ TÀI ………………………………………………………………………………………………………………3
I.4. THỂ THỨC NGHIÊN CỨU ……………………………………………………………………………………………………………………………………………3
I.4.1. Phương pháp thu thập dữ kiện ………………………………………………………………………………………………………………………3
I.4.2. Xử lí dữ kiện ……………………………………………………………………………………………………………………………………………………………………………………………… 3
I.4.3. Trình bày đồ án ……………………………………………………………………………………………………………………………………………………………………………………3
I.4.4. Thời gian nghiên cứu ……………………………………………………………………………………………………………………………………………………………4
Chương II: CƠ SỞ LÍ LUẬN ………………………………………………………………………………………………………………………………………………5
II.1. KIẾN THỨC VÀ NĂNG LỰC NGƯỜI NGHIÊN CỨU …………………….5
II.2 VẤN ĐỀ THỰC TIỄN …………………………………………………………………………………………………………………………………………………………………6
Chương III: TỔNG QUAN VỀ SẢN XUẤT XI MĂNG – VAI TRÒ CỦA CLINKER ………………………………………………………………………………………………………………………………………………………………………………………… 7
III.1. TỔNG QUAN VỀ SẢN XUẤT XI MĂNG ……………………………………………………………………………7
III.1.1. Sơ lược về xi măng ……………………………………………………………………………………………………………………………………………………………………7
III.1.2. Các phương pháp sản xuất xi măng ………………………………………………………………………………………………11
III.1.3. Nhu cầu xi măng trong nước ……………………………………………………………………………………………………………………………15
III.1.4. Tình hình sản xuất xi măng ở Việt Nam …………………………………………………………………………15
III.2. VAI TRÒ CỦA CLINKER ……………………………………………………………………………………………………………………………………………………18
III.2.1. Khái quát chung ………………………………………………………………………………………………………………………………………………………………………………18
III.2.2. Đặc trưng kĩ thuật của clinker …………………………………………………………………………………………………………………… 20
III.2.3. Yêu cầu kĩ thuật của clinker sau khi nghiền …………………………………………………………23
Chương IV: TỔNG QUAN VỀ CÁC PHƯƠNG PHÁP NGHIỀN MỊN ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………24
IV.1. KHÁI NIỆM CHUNG VỀ QUÁ TRÌNH NGHIỀN …………………………………………………24
IV.1.1. Khái niệm ……………………………………………………………………24
IV.1.2. Cơ sở lí thuyết của quá trình nghiền …………………………………24
IV.1.3. Năng lượng nghiền ………………………………………………………27
IV.2. CÁC PHƯƠNG PHÁP NGHIỀN CƠ BẢN ………………………………………32
IV.2.1. Phương pháp ép vỡ …………………………………………… 32
IV.2.2. Phương pháp tách vỡ ……………………………………………………… 32
IV.2.3. Phương pháp uốn vỡ …………………………………………………33
IV.2.4. Phương pháp miết vỡ …………………………………………………………33
IV.2.5. Phương pháp đập vỡ ……………………………………………33
IV.3. CÁC LOẠI MÁY NGHIỀN ……………………………………………………34
IV.3.1. Máy nghiền má ………………………………………………………………34
IV.3.2. Máy nghiền nón ……………………………………………………39
IV.3.3. Máy nghiền trục …………………………………………………………………44
IV.3.4. Máy nghiền xa luân ………………………………………………… 48
IV.3.5. Máy nghiền va đập ……………………………………… 51
IV.3.6. Máy nghiền bằng bi đạn ………………………………………………………………………………………………………………………………………… 55
IV.3.7. Máy nghiền bằng dòng khí ………………………………………………………………………………………………………………………………62
IV.3.8. Máy nghiền đứng ………………………………………………………………………………………………………………………………………………………………………64
Chương V: TÍNH TOÁN THIẾT KẾ MÁY NGHIỀN CLINKER…
V.1. XÁC ĐỊNH CÁC THÔNG SỐ HÌNH HỌC………………………………………………………………………………….73
V.2. XÁC ĐỊNH LỰC NÉN BÁNH NGHIỀN……………………………………………………………………………………………..74
.3. XÁC ĐỊNH CÔNG SUẤT DẪN ĐỘNG..............................................................................76
V.4. SƠ ĐỒ NGUYÊN LÍ ………………………………………………………………………………………………………………………………………………………………………………78
V.5. TÍNH TOÁN THIẾT KẾ HỘP GIẢM TỐC CHÍNH…………………………………………… 79
V.6. TÍNH TOÁN THIẾT KẾ CỤM CÂN BẰNG ÁP LỰC DẠNG LÒ XO
……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………90
V.7 TÍNH TOÁN THIẾT KẾ HỆ THỐNG PHÂN LI CỦA MÁY NGHIỀN ĐỨNG ………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………..91
Chương VI: SỬ DỤNG, BẢO QUẢN, SỬA CHỮA MÁY……………97
VI.1. VẬN HÀNH MÁY NGHIỀN ĐỨNG ……………………………………………………………………………………………………97
VI.1.1. Các qui định trong vận hành máy nghiền đứng ……………………………………………97
VI.1.2. Vận hành máy ……………………………………………………………………………………………………………………………………………………………………………………99
VI.2. BẢO QUẢN MÁY ………………………………………………………………………………………………………………………………………………………………………………………..
VI.2.1. Kiểm tra tổng thể ………………………………………………………………………………………………………………………………………………………………………99
VI.2.2. Kiểm tra thiết bị nghiền ……………………………………………………………………………………………………………………………………………99
VI.3. SỬA CHỮA ……………………………………………………………………………………………………………………………………………………………………………………………………………………100
VI.3.1. Hộp giảm tốc chính …………………………………………………………………………………………………………………………………………………………………100
VI.3.2. Buồng gạt liệu thừa …………………………………………………………………………………………………………………………………………………………………100.
Chương VII: KẾT LUẬN VÀ KIẾN NGHỊ ………………………………………………………………………………………102
Phần C: TÀI LIỆU THAM KHẢO ………………………………………………………………………………………………………………………… 103
Chương I:
DẪN NHẬP
I.1. ĐẶT VẤN ĐỀ
Những năm gần đây, các ngành kinh tế của chúng ta đang phát triển rất mạnh mẽ. Đặc biệt trong các lĩnh vực Giao thông, Thủy lợi, Xây dựng…Vì vậy nhu cầu về xi măng và các loại bột mịn sử dụng trong các ngành công nghiệp trên ngày càng cao.
Trong lĩnh vực nghiền mịn, các sản phẩm ứng dụng rất đa dạng như: Than, Đá, Thạch cao, Clinker…Trên thế giới cũng như trong nước, năng lượng tiêu thụ cho công đoạn nghiền mịn là rất lớn và càng lớn hơn đối với các nền kinh tế phát triển.
Ở nước ta, việc nghiên cứu thiết kế, chế tạo máy nghiền bột siêu mịn dạng khô vẫn chưa mang tính khoa học và tính hệ thống, cơ sở lí thuyết chưa đầy đủ.
Bên cạnh các nhà máy xi măng hiện đại, công suất lớn, sản xuất xi măng bằng công nghệ lò quay, chúng ta cần chú ý tới các nhà máy xi măng địa phương sản xuất theo công nghệ lò đứng. Các nhà máy này cần các máy nghiền có năng suất không cao (khoảng 12 T/h) và hiện nay chủ yếu sử dụng các máy nghiền kiểu bi đạn. Các máy nghiền này có hiệu suất thấp, tiêu hao vật tư nghiền (bi đạn, tấm lót) lớn, chỉ tiêu về độ mịn của hạt khó đảm bảo… đó là những yếu tố làm giá xi măng ở nước ta hiện đang cao hơn giá xi măng trong khu vực. Song cho tới thời điểm này, chúng ta chưa có cơ sở nào chế tạo máy nghiền đứng kiểu bánh lăn để thay thế cho các máy nghiền hiện đang được sử dụng.
Trên cơ sở đó, người nghiên cứu chọn máy nghiền mịn clinker công suất 10T/h làm đối tượng nghiên cứu.
I.2. GIỚI HẠN ĐỀ TÀI
Do hạn chế về thời gian, tài liệu tham khảo nên đề tài này chỉ nghiên cứu các vấn đề sau:
- Tổng quan về sản xuất xi măng và vai trò của clinker
- Tổng quan về các phương pháp nghiền mịn
- Tính toán thiết kế máy nghiền đứng
- Hướng dẫn sử dụng, bảo quản, sữa chữa máy.
I.3. MỤC ĐÍCH THỰC HIỆN ĐỀ TÀI
- Đưa ra một giải pháp góp phần giảm giá xi măng trong nước.
- Ứng dụng những kiến thức đã học vào việc giải quyết một vấn đề cụ thể.
- Nghiên cứu cách trình bày vấn đề khoa học.
I.4. THỂ THỨC NGHIÊN CỨU
I.4.1. Phương pháp thu thập dữ kiện :
Đây là giai đọan quan trọng, sử dụng các phương pháp và phương tiện nghiên cứu để thu nhập các dữ kiện, về đề tài đã xác định. Dữ kiện đã thu nhập được sẽ là chất liệu để hình thành công trình thực hiện đề tài. Vấn đề là làm sao thu thập được dữ kiện đầy đủ, chính xác và phù hợp với nội dung nghiên cứu.
Với yêu cầu của đề tài này, người nghiên cứu sử dụng phương pháp tham quan cơ sở sản xuất và phương pháp tham khảo tài liệu để thu thập dữ kiện giải quyết đề tài. Việc tham khảo tài liệu giúp người thực hiện bổ sung thêm kiến thức, lí luận cũng như phương pháp mà những công trình nghiên cứu trước đó đã xây dựng. Nhờ đó người nghiên cứu giải quyết vấn đề còn tồn tại. Tuy nhiên, việc nghiên cứu tham khảo tài liệu đảm bảo tính kế thừa và phát triển có chọn lọc.
Trong quá trình thực hiện luận án tốt nghiệp này , dữ kiện chủ yếu được thu thập từ những tài liệu trong thư viện trường Đại học Sư Phạm Kĩ Thuật, các nhà sách.
I.4.2. Xử lí dữ kiện :
Các dữ kiện sau khi được thu thập qua quá trình sàng lọc, sữa chữa, phân tích đã được khái quát thành lí luận. Tài liệu sử dụng là tài liệu có chất lượng cao, chủ yếu là tài liệu gốc nên đảm bảo chính xác về nội dung truy cập.
I.4.3. Trình bày đồ án :
Đề tài tốt nghiệp được trình bày theo cấu trúc một tập đồ án tốt nghiệp để phù hợp với nội dung và thời gian nghiên cứu đồng thời đáp ứng yêu cầu về chương trình đào tạo của trường.
Trình bày thành văn công trình nghiên cứu khoa học là giai đọan hòan thành nghiên cứu, do đó không được xem đó là quá trình kĩ thuật mà là một quá trình sáng tạo sâu sắc. Chính việc nắm vững bút pháp trong nghiên cứu khoa học giúp người nghiên cứu làm sáng tỏ thêm những kết quả đạt được, phát triển chúng và có thêm những kiến thức mới.
I.4.4. Thời gian nghiên cứu :
Qúa trình nghiên cứu đề tài được xem là một qui trình công nghệ vì nó đòi hỏi tiến hành theo các khâu kế tiếp nhau bao gồm việc chọn đề tài , biên sọan đề cương , thu thập dữ kiện, xử lí dữ kiện, viết công trình nghiên cứu.
Để việc nghiên cứu tiến hành hiệu quả, đảm bảo tính khoa học, người nghiên cứu phân tích quá trình nghiên cứu đề tài thành 4 giai đọan :
- Giai đọan 1: Tìm hiểu sơ bộ đề tài, lập đề cương sơ lược, tham quan các cơ sở gia công ….
- Giai đọan 2 : Sọan đề cương, thu thập dữ kiện và tài liệu liên hệ.
- Giai đọan 3 : Chọn lọc, sắp xếp, sử dụng các tài liệu và số liệu đã có, tiến hành chỉnh sửa xây dựng đề cương chi tiết và viết thành các chương luận án.
- Giai đọan 4: Hòan chỉnh, in ấn và nộp đồ án.
Chương II:
CƠ SỞ LÍ LUẬN
Đồ án tốt nghiệp thực chất là một công trình nghiên cứu khoa học, thể hiện quá trình nhận thức và hành động. Qúa trình này đòi hỏi thời gian nhất định tương xứng với nội dung của đối tượng nghiên cứu và tính chất phức tạp của vấn đề nghiên cứu.
Việc nghiên cứu khoa học giúp ta tìm ra cái mới; cái mới ở đây không những mang tính chủ quan của người nghiên cứu mà còn mang tính khách quan đối với xã hội. Nghiên cứu khoa học phải nhằm mục đích phục vụ xã hội, đáp ứng yêu cầu thực tiễn.
Họat động nghiên cứu khoa học muốn đạt kết quả tốt phải hội đủ các yếu tố : phương tiện, phương pháp, cơ sở vật chất, máy móc thiết bị, hình thức tổ chức. Các yếu tố này có mối quan hệ hữu cơ và phù hợp với đối tượng nghiên cứu.
Các cơ sở cho việc nghiên cứu đề tài
II.1. KIẾN THỨC VÀ NĂNG LỰC NGƯỜI NGHIÊN CỨU :
Trong quá trình nghiên cứu và thực hiện đề tài ngừơi nghiên cứu cần phải cân nhắc kĩ độ khó và độ phức tạp của đề tài sao cho phù hợp với khả năng, kiến thức và năng lực của ngừơi nghiên cứu.
Độ phức tạp của đề tài thể hiện ở các mặt : Lĩnh vực nghiên cứu rộng hay hẹp, ở một ngành hay liên ngành, đối tượng nghiên cứu là đồng nhất hay không đồng nhất. Tuy nhiên cần lưu ý rằng giá trị của đề tài không phụ thuộc vào độ phức tạp của nó. Đề tài hẹp chưa hẳn là đề tài kém giá trị. Mỗi đề tài nghiên cứu khoa học có một phạm vi nhất định, phạm vi càng hẹp thì sự nghiên cứu càng sâu. Độ khó của đề tài nói lên tính vừa sức đối với người nghiên cứu. Do đó, độ phức tạp của đề tài thường có mối tương hỗ với độ khó của nó.
Kiến thức của người nghiên cứu (đây là điều kiện chủ quan ở người nghiên cứu). Trước hết nó là vốn liếng ,kinh nghiệm của người nghiên cứu.
Gíao sư Hà Văn Tấn đã nhận xét : “Trình độ học sinh, sinh viên hiện nay không cho phép họ ngay từ đầu chọn được đề tài nghiên cứu. Vì vậy phải có sự gợi ý của thầy cô giáo….’’
Mỗi đề tài nghiên cứu khoa học có những yêu cầu nhất định của nó. Người nghiên cứu cần nắm vững nội dung, phương pháp nghiên cứu phù hợp với đề tài. Nói khác đi đề tài nghiên cứu phải mang tính vừa sức.
Người nghiên cứu phải thể hiện năng lực nghiên cứu khoa học bao gồm việc nắm vững lí thuyết cơ bản của khoa học trong lĩnh vực nghiên cứu của mình, nắm bắt mức độ nhất định về sự phát triển và tiến bộ thuộc lĩnh vực nghiên cứu. Có như thế mới chọn được đề tài có giá trị. Trong tình hình tiến bộ của khoa học kĩ thuật hiện nay trên thế giới , khối lượng thông tin khoa học kĩ thuật gia tăng với qui mô lớn và nhịp độ nhanh đòi hỏi người nghiên cứu phải tham khảo tài liệu nước ngòai . Để thực hiện được vấn đề này người nghiên cứu khoa học cần có vốn ngọai ngữ nhất định. Thể hiện lòng ham mê khoa học và quyết tâm nghiên cứu tìm tòi chân lí.
II.2 VẤN ĐỀ THỰC TIỄN :
Người nghiên cứu phải lấy thực tiễn làm cơ sở , làm động lực của nhận thức. Ăng Ghen viết :”Khi xã hội có những yêu cầu kĩ thuật thì xã hội thúc đẩy khoa học hơn mười trường đại học”. Mặt khác thực tiễn cũng là tiêu chuẩn để kiểm tra nhận thức.
Thực tế là những sự việc có thật, những tình hình cụ thể, những vấn đề đã hoặc chưa được giải quyết trong cuộc sống. Người nghiên cứu với kinh nghiệm bản thân trong công tác hằng ngày thường thấy được các mặt của vấn đề, các mối quan hệ phức tạp, các diễn biến, phương pháp phát triển của sự vật từ đó có định hướng thích hợp để giải quyết đề tài.
Chính thực tiễn giúp người nghiên cứu tìm thấy vấn đề một cách cụ thể . Người nghiên cứu phải xem thực tiễn cao hơn nhận thức (lí luận ) vì nó có ưu điểm không những có tính phổ biến mà còn có tính hiện thực trực tiếp. Hồ chủ tịch đã dạy : “Học tập phải theo nguyên tắc : kinh nghiệm và thực tiễn phải đi cùng nhau”.
Đề tài thực hiện mang tính thực tiễn, nội dung của đề tài là có thật, phát triển từ thực tế khách quan.
Có thể nói hầu như mọi công trình nghiên cứu đều có giá trị thực tế của nó, chỉ khác nhau ở mức độ ít nhiều, phục vụ trước mắt hay lâu dài, gián tiếp hay trực tiếp.
Chương III
TỔNG QUAN VỀ SẢN XUẤT XI MĂNG -
VAI TRÒ CLINKER
III.1. TỔNG QUAN VỀ SẢN XUẤT XI MĂNG
III.1.1. Sơ lược về xi măng
III.1.11. Khái niệm chung
Xi măng là một loại vật liệu xây dựng quan trọng nhất. Hai nguyên liệu chính dùng để sản xuất xi măng là đá vôi và đất sét.
Căn cứ vào thành phần hóa hay khoáng của các vật liệu nói trên, người ta còn cho thêm các phụ gia khác như các khoáng tự nhiên, xỉ lò cao và các sản phẩm hóa học khác. Các loại xi măng chính đang sản xuất hiện nay là xi măng Portland, xi măng pooc lăng pu zơ lan và xi măng pooc lăng xỉ.
III.1.1.2. Lịch sử của xi măng
Từ xa xưa, con người đã biết dùng những vật liệu đơn sơ như đất sét, đất bùn nhào rác, dăm gỗ, cỏ băm khô… để làm gạch, đắp tường, dựng vách cho chỗ trú ngụ của mình.
- Có thể tóm lược các bước hình thành xi măng như sau:
+ Người Ai Cập đã dùng vôi tôi làm vật liệu chính.
+ Người Hy Lạp trộn thêm vào vôi đất núi lửa ở đảo Santorin, hỗn hợp này đã được các nhà xây dựng thời đó ưu ái nhiều năm.
+ Người La Mã thêm vào loại tro – đất núi lửa Vesurve miền Puzzolles. Về sau này, phún – xuất – thạch núi lửa được dùng làm một loại phụ gia hoạt tính chịu cách nhiệt và cách âm, và trở thành danh từ chung “Pozzolana” (Anh), “Pouzzolane” (Pháp).
- Vào năm 1750, kỹ sư Smeaton (người Anh), nhận nhiệm vụ xây dựng ngọn hải đăng Eddystone vùng Cornuailles. Ông đã thử nghiệm dùng lần lượt các loại vật liệu như thạch cao, đá vôi, đá phún xuất… và ông đã khám ra ra rằng loại tốt nhất đó là hỗn hợp nung giữa đá vôi và đất sét.- Hơn 60 năm sau, 1812, một người Pháp tên Louis Vicat hoàn chỉnh điều khám phá của Smeaton, bằng cách xác định vai trò và tỉ lệ đất sét trong hỗn hợp vôi nung nói trên. Và thành quả của ông là bước quyết định ra công thức chế tạo xi măng sau này.
- Ít năm sau, 1724, một người Anh tên Joseph Aspdin lấy bằng sáng chế xi măng (bởi từ la tinh Caementum: chất kết dính), trên cơ sở nung một hỗn hợp 3 phần đá vôi + 1 phần đất sét.
- Chưa hết, 20 năm sau, Issaac Charles Johnson đẩy thêm một bước nữa bằng cách nâng cao nhiệt độ nung tới mức làm nóng chảy một phần nguyên liệu trước khi kết khối thành “clinker”
Từ đây, như chúng ta biết, đã bùng nổ hàng loạt các nhà máy lớn nhỏ với nhiều kiểu lò nung tính năng khác nhau: xi măng đã làm nên một cuộc cách mạng trong lĩnh vực xây dựng.
III.1.1.3. Các tiêu chuẩn cơ lí chính ấn định phẩm chất xi măng
Có hai tiêu chuẩn cơ bản được quan tâm nhất là:
- Thời gian bắt đầu và kết thúc đông kết của mẫu hồ xi măng: được xác định bằng dụng cụ Vicat trong phòng thí nghiệm chuyên dùng.
Hình 3.1. Dụng cụ Vi cat
Theo tiêu chuẩn TCVN 6260 – 1997 qui định chỉ tiêu chất lượng của xi măng PCB 30 và PCB 40 như sau:
Thời gian đóng kết:
+ Bắt đầu: Không sớm hơn 45 phút
+ Kết thúc: Không chậm hơn 10 giờ
Các nhà xây dựng quan tâm tới chỉ tiêu này để ấn định khối lượng trộn hồ vữa, bê tông phù hợp với thời gian thi công.
- Cường độ xi măng thể hiện “mác xi măng” được xác định bằng thí nghiệm theo Tiêu chuẩn Nhà nước (cũng như quốc tế) qui định:
+ Trộn mẫu gồm: 1 xi măng + 3 cát tiêu chuẩn + nước tiêu chuẩn.
+ Đúc khuôn mẫu 4 x 4 x 16 cm, bảo dưỡng trong môi trường tiêu chuẩn.
+ Đem bẻ và ép mẫu bằng dụng cụ chuyên dùng ở sau những ngày thứ 3, thứ 7 và ngày thứ 28 để ghi nhận cường độ uốn và cường độ nén đạt được, nhờ đó người ta đánh giá chất lượng xi măng theo các loại “mác” PCB 30, PCB 40 … theo TCVN 6260 – 1997.
III.1.1.4. Vai trò của xi măng trong bê tông
- Hồ xi măng có vai trò liên kết các thành phần (đá, sỏi, cát) rời rạc lại, và khi đóng rắn, làm cho tất cả thành một khối cứng như đá.
- Vì quan trọng như vậy, ta phải lựa chọn mác xi măng cho phù hợp với công trình xây dựng.
- Không nên dùng xi măng mác thấp chế tạo bê tông mác cao : sẽ làm hư hỏng công trình.
- Không nên dùng xi măng mác cao thay xi măng mác thấp vì gây lãng phí và/hoặc không đủ lượng xi măng tối thiểu theo qui định.
Những công trình đặc biệt đòi hỏi có loại xi măng đặc biệt (ví dụ : xi măng Hà Tiên ít tỏa nhiệt xây dựng đập Thủy điện Trị An, đập Thủy điện Thác Mơ, Xi măng Hà Tiên bền Sulphate xây các công trình ngập nước mặn và nhiễm phèn nặng).
III.1.1.5. Tiêu chuẩn về xi măng
Xi măng đạt chất lượng là xi măng có các đặc tính kĩ thuật như : cường độ kháng nén 28 ngày, cường độ uốn 28 ngày, độ mịn (blaine, rây 0,08 mm),thời gian ninh kết (bắt đầu, kết thúc), độ dãn nở (theo phương pháp Lechatelier), lượng nước tiêu chuẩn, hàm lượng SO3, CKT… phù hợp theo yêu cầu của một tiêu chuẩn do một tổ chức, quốc gia nào đó qui định (ví dụ : Việt Nam, Anh , Pháp, Mĩ, Đức…)
Các tiêu chuẩn về xi măng thường được sử dụng hiện nay là :
- Tiêu chuẩn Việt Nam :
|
TCVN 6282 – 1992 |
Xi măng Portland |
|
TCVN 5691 – 1992 |
Xi măng Portland trắng |
|
TCVN 6260 – 1997 |
Xi măng Portland hỗn hợp |
|
TCVN 6067 – 1995 |
Xi măng Portland bền Sulfat |
|
TCVN 6069 - 1995 |
Xi măng Portland ít tỏa nhiệt |
Bảng 3.1. Bảng tiêu chuẩn về xi măng
- Tiêu chuẩn Mĩ
ASTM C150: 99a : Standard specification for portland cement
Ngoài ra còn có các tiêu chuẩn Anh, Pháp, Đức, Nhật…
III.1.1.6. Phân loại xi măng:
Phân loại xi măng Portland có thể dựa vào thành phần khoáng, phạm vi sử dụng, tính chất và hàm lượng phụ gia đưa vào nghiền cùng với clinker xi măng.
Theo thành phần khoáng của clinker, xi măng Portland được phân loại theo bảng III.2.
|
Loại xi măng |
Hàm lượng các khoáng (%) |
|||
|
C3S |
C2S |
C3A |
C4AF |
|
|
Alit Phổ thông Bê lít Aluminat Xê lít |
>60 37,5 ÷ 60 < 37,5 - - |
< 15 15 ÷ 37,5 > 37,5 - - |
- - - > 15 < 7 |
- - - < 10 > 18 |
Bảng 3.2. Phân loại xi măng Portland theo thành phần khoáng
Phân loại xi măng Portland của Việt Nam
Theo tiêu chuẩn Việt nam TCVN 2682 – 1992, xi măng Portland được phân loại như sau:
+ Theo loại clinker và thành phần xi măng: có xi măng Portland – PC (không có phụ gia khoáng), xi măng Portland hỗn hợp (với hàm lượng phụ gia không lớn hơn 40%).
+ Theo giới hạn bền khi nén sau 28 ngày (tính bằng N/mm2): được đặc trưng bằng mác xi măng.
- Với xi măng Portland: gồm có các mác PC30, PC40 và PC50.
- Với xi măng Portland pu zơ lan có các mác: PCpuz20, PCpuz30, PCpuz40.
- Với xi măng Portland hỗn hợp: gồm PCB30, PCB 40.
+ Theo tốc độ đóng rắn có loại xi măng đóng rắn bình thường và chậm khi độ bền chuẩn đạt được sau 28 ngày đêm, loại đóng rắn nhanh khi độ bền sau 3 ngày đêm đạt > 55% của độ bền chuẩn sau 28 ngày đêm.
+ Theo thời gian đông kết: có loại xi măng đông kết chậm với thời gian bắt đầu đông kết 2 giờ, đông kết bình thường khi thời gian bắt đầu đông kết từ 45 phút đến 2 giờ và xi măng đông kết nhanh khi thời gian bắt đầu đông kết < 45 phút.
+ Theo tính chất đặt biệt: người ta phân theo độ bền sunfat, biến dạng thể tích khi đóng rắn, theo độ tỏa nhiệt, theo tính chất trang trí, theo tính chất phun, trám…
III.1.1.7. Các loại xi măng ở thị trường nước ta
Xi măng được phân ra nhiều loại khác nhau nhưng thông dụng ở thị trường thì có xi măng Portland và xi măng Portland hỗn hợp.
- Xi măng Portland chỉ gồm thành phần chính là clinker và phụ gia thạch cao. Ví dụ: PC 30, PC 40, PC 50.
- Xi măng Portland hỗn hợp vẫn với thành phần chính là clinker và thạch cao, ngoài ra còn một số thành phần phụ gia khác như đá puzolan, xỉ lò.
III.1.2. Các phương pháp sản xuất xi măng
III.1.2.1. Phương pháp sản xuất xi măng
Sản xuất xi măng gồm các quá trình sau đây: chế tạo và nung phối liệu, nghiền clinker xi măng thành bột.
Xi măng thường được sản xuất theo ba phương pháp : ướt, khô và kết hợp.
Nét đặc trưng của phương pháp ướt là trong quá trình nghiền phối liệu (đá vôi, đất sét), người ta cho thêm vào một lượng nước lớn. Trong quá trình gia công nhiệt tiếp theo trong lò quay để làm cho nước bay hơi phải tốn nhiều nhiệt lượng. Cho nên lò quay trong phương pháp này khá dài.
Trong phương pháp khô nguyên liệu ban đầu được đưa vào quá trình công nghệ với độ ẩm tự nhiên, do đó lượng nhiệt dùng để nung phôi liệu thành clinker tiêu tốn ít, chiều dài của lò quay ngắn hơn.
Mong muốn giảm chi phí nhiên liệu khi nung phối liệu trong lò quay, đồng thời tận dụng thiết bị của các nhà máy xi măng hiện hành, người ta còn dùng phương pháp kết hợp. Trong phương pháp này việc đập và nghiền nguyên liệu ban đầu tiến hành trên các thiết bị sẵn có của phương pháp ướt , sau đó làm mất nước của bùn phối liệu trong các máy ép lọc. Nung được tiến hành trong các lò quay ngắn.
III.1.2.2. Sơ đồ công nghệ sản xuất xi măng
Trong phương pháp ướt nguyên liệu ban đầu được khai thác tại mỏ được đưa qua giai đoạn gia công ban đầu – đập nhỏ trong máy đập hàm, máy đập búa, máy đập trục, máy đập thủy lực. Nguyên liệu mềm (đất sét đá phấn) được nghiền sơ bộ trong máy khuấy bùn (2) hay máy nghiền thủy lực (3) trong giai đoạn này người ta cho nước vào. Việc lựa chọn thiết bị nghiền căn cứ vào tính chất cơ lí của nguyên liệu ban đầu.
Các cục đá vôi lớn sau khi đi qua giai đoạn đập sơ bộ trong máy đập hàm, có thể đưa qua giai đoạn đập tiếp theo trong máy đập búa (4), rồi được sàng sơ bộ trên sàng (5) và tiếp theo được đưa vào kho nguyên liệu. Nguyên liệu sau khi đi qua máy đập hàm được đưa sang máy đập búa và sau đó đưa vào sàng phân loại. Nguyên liệu sau khi đập nhỏ, cân đong được đưa vào máy nghiền bi (6) để nghiền thành bùn với độ ẩm 30 ÷ 50%. Để đạt được độ ẩm như thế người ta cho vào máy nghiền lượng nước lớn để có được độ lưu động cần thiết của bùn, đảm bảo có thể vận chuyển nó bằng đường ống nhờ máy bơm bùn. Nói chung tăng độ ẩm của bùn là không cần thiết, bởi vì nó làm tăng tiêu hao năng lượng để làm bay hơi nước.
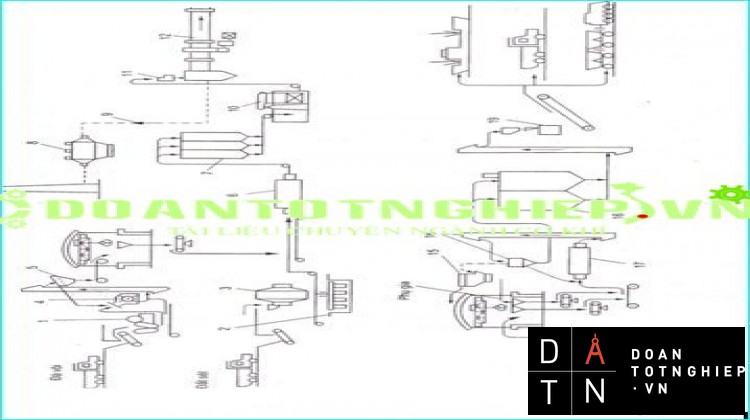
Hình 3.2. Sơ đồ công nghệ sản xuất xi măng theo phương pháp ướt
- Máy đập 11. Vòi phun
- Máy khuấy bùn 12. Lò quay
- Máy nghiền thủy lực 13. Xưởng đóng bao
- Máy đập búa 14. Ghi lưới
- Sàng 15. Xiclon trao đổi nhiệt
- Máy nghiền bi 16. Tổ hợp thiết bị nghiền
- Kho chứa trung gian 17. Máy nghiền đứng
- Pin điện 18. Xilô chứa
- Đường ống
- Bể chứa bùn
thành phần hóa học theo yêu cầu và liên tục được khuấy đảo bằng cầu di động với thiết bị khuấy. Từ bể chứa bùn được vận chuyển bằng đường ống thiết bị cân đong (11) và sau đó được đưa vào lò quay (12), trong lò quay dưới tác động của nhiên liệu cháy xảy ra quá trình gia công nhiệt hóa của bùn và tạo thành clinker xi măng. Nhiệt độ của gas trong lò đạt đến 2000 ÷ 2050 độ K. Nhiên liệu (rắn – bột than, lỏng – ma dút và gas) được đưa vào lò nung nhờ vòi phun (11) với kết cấu phù hợp với từng loại nguyên liệu. Khí thải từ lò quay theo đường ống (9) được đưa đến thiết bị làm sạch bằng pin điện (8) và sau đó được đưa vào ống khói.
Trong ghi lưới (14) clinker xi măng được làm nguội đến 3800K và được vận chuyển vào kho, sau đó nó được cân đong cùng với phụ gia cần thiết được đưa vào máy nghiền đứng (17) của tổ hợp thiết bị nghiền (16). Xi măng đã nghiền xong được vận chuyển bằng không khí nén đưa vào xi lô chứa (18), từ các xi lô xi măng được đưa đến xưởng đóng bao (13) và đưa vào các phương tiện vận chuyển : tàu thủy , ô tô hay các va gông đường sắt chuyên dụng.
Không khí từ các máy phân loại bằng không khí của tổ hợp thiết bị nghiền (16) và được làm sạch trong phin điện sau đó thảy vào không khí.
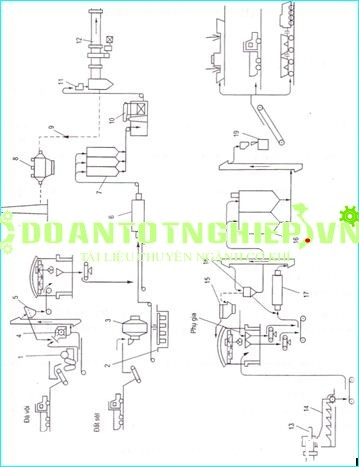
Trong các phương pháp sản xuất xi măng ướt và khô nguyên liệu ban đầu và sản phẩm cuối cùng đều giống nhau. Vật liệu ban đầu khai thác tại mỏ được đưa vào giai đoạn gia công sơ bộ: đá vôi được đập nhỏ trong máy đập hàm, máy đập hình nón, máy đập búa hay máy đập rô to (1) , đồng thời ở trong máy đập này vật liệu được sấy khô. Khi đá vôi có độ ẩm tự nhiên cao (trên 8%), người ta sấy khô chúng trong lò sấy thùng quay trước khi đưa vào máy nghiền hay máy đập rô to ở giai đoạn đập nghiền thứ hai .
Cũng như khi sản xuất theo phương pháp ướt, đá vôi sau khi đập lần thứ nhất trong máy đập hàm, nó được đưa sang sàng (4), sau khi sàng các hạt lớn (không lọt qua sàng) được đưa sang đập ở giai đoạn thứ hai trong máy đập búa (3) và sau đó đưa vào kho và đất sét sau khi được nghiền trong máy 1 cũng được đưa vào kho này. Cũng như trong sơ đồ của phương pháp sản xuất ướt, vật liệu sau khi qua máy đập hàm được đưa vào máy đập búa rồi đưa sang sàng.
Nguyên liệu đã được cân đong được đưa vào tổ hợp thiết bị nghiền , gồm máy nghiền đứng (7), máy phân loại không khí (6) và máy nâng gầu (5). Nghiền được tiến hành đồng thời với sấy khô nhờ khí nóng lấy từ các xiclon trao đổi nhiệt (15) ở tầng trên đưa vào máy nghiền theo đường ống dẫn (8).
Sản phẩm nghiền – bột nguyên liệu – có độ ẩm 1 ÷ 1,5%, được vận chuyển bằng hệ thống khí động đưa vào các xi lô trung gian (10), tiếp theo được đưa vào xi lô hai tầng (11). Để trộn đều hỗn hợp (bột) ở tầng trên của xi lô này việc trộn và đồng nhất hỗn hợp bằng không khí được tiến hành liên tục, còn tầng dưới là kho chứa. Từ tầng dưới của xi lô (11), bột được thiết bị cân đong và vận chuyển đưa lên các xic lon trao đổi nhiệt ở tầng trên của tổ hợp thiết bị ngoài lò (15). Bột nguyên liệu sau đó rơi vào ống dẫn khí của các xic lon ở tầng trên của hệ thống trao đổi nhiệt , dưới tác động của trọng lượng bản thân, nó chuyển động xuống tầng dưới đi qua các xic lon và ống dẫn khí ở tất cả các bậc, ngược chiều với dòng khí nóng lấy ra từ lò quay (17) cùng với lò phản ứng – phân giải cacbonat. Dưới tác động của nhiệt lượng được tạo ra do cháy nhiên liệu, hỗn hợp nguyên liệu (bột) được gia công nhiệt hóa trong lò và kết quả là tạo thành clinker xi măng.
Sau khi được làm nguội trong thiết bị làm nguội kiểu ghi lưới (18), clinker xi măng được nghiền cùng với phụ gia trong tổ hợp thiết bị nghiền kín (19). Các công đoạn còn lại tiếp theo cũng giống như các công đoạn khi sản xuất theo phương pháp ướt.
Khí thải từ các xiclon ở tầng trên của hệ thống trao đổi nhiệt (15) theo đường ống (14) được đưa vào thiết bị làm nguội bốc hơi (13) và làm sạch trong phin điện (12) sau đó qua ống khói được thải vào khí quyển. Khí thải từ máy nghiền (7) cũng theo đường ống (9) được đưa vào phin điện (12) sau đó không khí đã được làm sạch được thải vào khí quyển.
Chúng ta thấy rằng từ các sơ đồ công nghệ đã nói ở trên, sản xuất xi măng theo phương pháp khô so với phương pháp ướt phức tạp hơn về mặt tổ chức và các dòng vật liệu và nhiệt (dòng khí), các giải pháp thiết kế và tổ hợp thiết bị được sử dụng, ứng dụng hệ thống kiểm tra và điều khiển tự động quá trình làm việc của các thiết bị và các quá trình công nghệ.
Chương IV
TỔNG QUAN VỀ
CÁC PHƯƠNG PHÁP NGHIỀN MỊN
IV.1. KHÁI NIỆM CHUNG VỀ QUÁ TRÌNH NGHIỀN
IV.1.1. Khái niệm
Nghiền là quá trình dùng ngoại lực tác dụng lên vật liệu để phá vỡ chúng thành những mảnh, những hạt có kích thước nhỏ theo yêu cầu sử dụng. Theo yêu cầu của công nghệ, hạt vật liệu thường phải qua nhiều công đoạn nghiền kế tiếp nhau như trong sản xuất xi măng, sản xuất vật liệu chịu lửa sa mốt…
IV.1.2. Cơ sở lí thuyết của quá trình nghiền
Các hạt clinker gồm các tinh thể có đặc tính liên kết định vị (liên kết ion), vì vậy sự phá vỡ cơ học cấu trúc mạng lưới tương đối dễ. Khả năng nghiền của clinker phụ thuộc thành phần và độ cứng tế vi của clinker. Trong clinker xi măng Portland có pha tinh thể gồm C3S; C2S; C3A; C4AF và pha thủy tinh. Trong pha tinh thể khoáng C3S giòn nhất, C2S có độ cứng tế vi lớn nhất, còn C4AF dẻo nhất.
Độ cứng tế vi của clinker phụ thuộc vào nhiều yếu tố như kích thước tinh thể và điều kiện kết tinh. Khi kích thước tinh thể của các khoáng vật càng nhỏ thì độ cứng tế vi càng lớn, độ cứng tế vi giảm từ giữa đến cạnh của hạt.
Sự phá vỡ cấu trúc của clinker dưới tác động cơ học phụ thuộc cấu trúc tế vi của hạt, độ rỗng của hạt. Khi nghiền càng mịn thì trở lực nghiền càng lớn, tiêu tốn điện năng để nghiền càng cao. Sự phụ thuộc của trở lực nghiền vào bề mặt riêng của hạt được biểu diễn trên biểu đồ hình 4.1
Đường biểu diễn được chia làm 3 phần:
- Phần 1: Trở lực không lớn và phụ thuộc vào độ rỗng của hạt. Khi đó sự phá hủy các hạt clinker xảy ra theo bề mặt giới hạn pha và sự tăng tỉ lệ diện tích bề mặt các hạt tỉ lệ với điện năng tiêu tốn.
- Phần 2: Trở lực nghiền tăng lên phụ thuộc vào cấu trúc vi mô và thành phần pha của của clinker. Trong giai đoạn này xảy ra sự nghiền các tinh thể riêng biệt, do đó trở lực nghiền tăng mạnh như bề mặt riêng tăng chậm.
- Phần3: Trở lực nghiền tăng mạnh do sự tập hợp của các hạt và sự bám dính trên bề mặt làm việ của bi và máy nghiền. Khi hàm lượng khoáng C2S và C4AF càng cao, hàm lượng MgO và kiềm càng lớn thì trở lực nghiền càng cao.
Hình 4.1. Ảnh hưởng của công nghiền vật liệu khác nhau đến bề mặt
1 – Cát thạch anh; 2 – Clinker; 3 và 4 – Xỉ lò cao
Để đặc trưng cho quá trình nghiền, người ta sử dụng hệ số nghiền K là tỉ số giữa thời gian cần thiết để nghiền cát thạch anh và thời gian cần thiết để nghiền clinker xi măng với cùng độ mịn:
Hệ số nghiền k đối với clinker lò quay là 0,67 ÷ 1,4; với clinker lò đứng là 1,64 ÷ 2,5.
Mục đích của quá trình nghiền là giảm kích thước của các hạt clinker đến giới hạn đảm bảo thuận lợi cho quá trình đông kết và rắn chắc của xi măng. Tùy thuộc vào loại xi măng mà yêu cầu độ nghiền mịn của xi măng sẽ khác nhau. Lí thuyết nghiền miêu tả mối quan hệ giữa việc giảm kích thước hạt với tiêu hao năng lượng nghiền.
Trong quá trình nghiền xi măng, với các nhà máy xi măng hiện đại thường sử dụng chu trình kín có sử dụng thiết bị phân li. Để tính toán thực tế và đánh giá việc sử dụng máy phân li theo chu trình kín, người ta dựa trên cơ sở phương trình của chu trình nghiền hở. Tiêu hao năng lượng khi nghiền hở có thể biểu diễn như sau:
Trong đó:
E – tiêu hao năng lượng riêng
W – chỉ số nghiền
R0 – lượng sót sàng của liệu cấp vào máy
Rf – lượng sót sàng của liệu thành phẩm
Trong quá trình nghiền theo chu trình kín, sản phẩm nghiền đi qua thiết bị phân li, ở đó các hạt có kích thước lớn được tách ra đưa quay trở lại máy nghiền. Hiệu suất của máy phân li được dùng cho chu trình nghiền kín là rất quan trọng không chỉ về mặt tiết kiệm năng lượng khi nghiền đến một độ mịn nào đó mà cả về mặt phân bố cỡ hạt của sản phẩm. Hiệu suất của máy phân li trong quá trình nghiền theo chu trình kín được xác định bằng sự giảm tiêu hao năng lượng tính toán khi chuyển từ nghiền theo chu trình hở sang nghiền theo chu trình kín. Hiệu suất của máy phân li còn được đánh giá qua mức độ thu hồi hạt mịn.
Hiệu suất của máy phân li trong quá trình nghiền theo chu trình kín được xác định bằng sự giảm tiêu hao năng lượng hay là sự giảm lượng sót sàng do nghiền. Tiêu hao năng lượng theo chu trình kín có thể được tính theo phương trình:
Vì Rt = Ro + Rg(C – 1)
Rm = Rf + Rg(C – 1) nên ta có:
Nếu coi máy phân li là lí tưởng, có nghĩa là hàm lượng hạt thô ra khỏi máy phân li không chứa hạt nào có thể lọt qua sàng, vì vậy với chu trình kín có thiết bị phân li có lượng sót sàng 100% hay Rg = 1. Khi đó tiêu hao năng lượng nghiền có thể biểu diễn theo phương trình:
Mức độ giảm năng lượng nghiền tương đối của máy nghiền làm việc theo chu trình kín có thể biểu diễn theo công thức:
B = (Es – Ec) : Es
Khi máy phân li là phân li lí tưởng, mức độ giảm năng lượng tương đối max biểu diễn như sau:
Hiệu suất của máy phân li đối với việc giảm năng lượng bằng cách nghiền theo chu trình kín đánh giá bằng tỉ số giữa mức giảm tiêu hao năng lượng và giảm tiêu hao năng lượng max như sau:
Sự giảm tối đa năng lượng riêng khi nghiền theo chu trình kín so với chu trình hở liên quan đến hệ số hồi lưu. Tăng hệ số hồi lưu, sự giảm tiêu hao năng lượng lúc đầu tăng nhanh, nhưng khi hệ số hồi lưu lớn hơn 3 thì mức độ giảm tiêu hao năng lượng max là 75%, nhưng nếu nghiền đến lượng sót sàng 30% thì mức giảm tiêu hao năng lượng chỉ còn 35%.
Hiệu suất của máy phân li liên quan với lượng sót sàng của nguyên liệu thô từ máy phân li. Khi phần hạt thô từ máy phân li càng mịn, hiệu suất phân li càng giảm. Khi phần hạt thô là rất mịn có thể tồn tại khả năng hiệu suất âm của máy phân li. Khi đó tiêu hao năng lượng riêng đối với nghiền theo chu trình kín là lớn hơn nghiền theo chu trình hở.
Khi đáng giá hiệu suất của máy phân li thông qua mức độ thu hồi hạt mịn người ta quan tâm đến phần hạt mịn được tách ta khỏi phần hạt thô tại máy phân li. Hiệu suất máy phân li cao khi phần hạt mịn có ít hạt thô và phần hạt thô có ít hạt sạn.
Vì vậy thông thường người ta tính hiệu suất của máy phân li là mức độ thu hồi phần hạt mịn có cỡ hạt nhỏ hơn kích thước nào đó từ liệu cấp vào máy phân li. Mức độ thu hồi hạt mịn RF có thể tính được từ lượng sót trên một sàng nào đó đối với các dòng liệu khác nhau trong hệ
Trong đó:
Rf - % sót sàng của phần hạt mịn
Rg - % sót sàng của phần hạt thô rời máy phân li
Rm - % sót sàng của vật liệu sau máy nghiền cấp vào máy phân li
C – hệ số hồi lưu
Như vậy hiệu suất của máy phân li nói riêng hay máy nghiền nói chung còn phụ thuộc vào hệ số hồi lưu hay mức độ thu hồi hạt mịn. Khi hệ số hồi lưu thấp hay mức độ thu hồi hạt mịn cao (70 ÷ 75% hạt mịn và C =1,5) sẽ ảnh hưởng không tốt đến tiêu hao năng lượng riêng cho máy nghiền.
IV.1.3. Năng lượng nghiền
Năng lượng cần để nghiền vỡ đá phụ thuộc vào nhiều yếu tố: kích thước, hình dạng hạt, sự phân bố xếp đặt của hạt, độ bền, độ giòn, sự đồng nhất của đá, độ ẩm, hình dạng và trạng thái bề mặt làm việc của máy nghiền… Do vậy, việc xác lập quan hệ giữa năng lượng để nghiền và các tính chất cơ lí của vật nghiền rất khó khăn.
Hiện nay tồn tại ba giả thuyết được xem như là các định luật nghiền
IV.1.3.1. Định luật nghiền thứ nhất (định luật mặt phẳng)
Định luật này do giáo sư P. Rittinger nêu ra năm 1867, được phát biểu như sau: “Công tiêu hao để nghiền vật liệu tỉ lệ với diện tích bề mặt mới tạo ra trong quá trình nghiền”.
(4.1)
K: hệ số tỉ lệ
DF: diện tích bề mặt được gia tăng.
Giả thiết viên đá đem nghiền là khối lập phương có cạnh bằng 1 và năng lượng (công) cần để tách vỡ nó theo một mặt là A. Vậy khi nghiền viên đá đó với mức độ nghiền i = 2, nghĩa là viên đá sản phẩm có các cạnh bằng ½ viên đá ban đầu. Cần phải dùng ba mặt phẳng tách vỡ (hình 2.6), do đó công tiêu hao là 3A; số viên đá thu được là 23 = 8.
Tương tự, nếu mức độ nghiền là i = 3 , cần 6 mặt tách và số công tiêu hao là 6A, số viên đá thu được là 33 =27.
......................................................................................
IV.3.4. Máy nghiền xa luân
IV.3.4.1. Lĩnh vực sử dụng
Các máy nghiền xa luân được dùng để nghiền nhỏ (kích thước hạt sản phẩm d = 3 ÷ 8 mm) và nghiền bột thô (kích thước hạt sản phẩm d = 0,2 ÷ 0,5 mm); các loại vật liệu khác nhau như đất sét, đá vôi, cát…
IV.3.4.2. Phân loại
Các máy nghiền xa luân được phân ra theo kết cấu, công dụng và chế độ làm việc.
- Theo kết cấu có các loại máy sau:
+ Máy có mâm nghiền cố định, và mâm nghiền quay tròn.
+ Máy có bộ dẫn động đặt phía trên và đặt phía dưới mâm nghiền.
+ Máy có các con lăn nghiền bằng kim loại và bằng vật liệu phi kim loại.
+ Có lực ép bổ sung hoặc không.
- Theo công dụng có các loại máy nghiền xa luân sau:
+ Máy nghiền ướt dùng nghiền vật liệu có độ ẩm > 15%. Ở máy nghiền ướt, mâm nghiền là cố định và hệ dẫn động đặt dưới mâm nghiền.
+ Máy nghiền khô và bán khô, dùng để nghiền vật liệu có độ ẩm < 11%
+ Máy nghiền – trộn, dùng để vừa nghiền vừa trộn vật liệu có độ ẩm ≤ 12%
- Theo chế độ làm việc máy nghiền xa luân phân ra:
+ Máy làm việc liên tục: Vật liệu nạp và lấy ra liên tục
+ Máy làm việc theo chu kì: Vật liệu được nạp vào máy (tùy theo kích thước của máy) và nghiền khoảng 5 ÷ 15 phút, sau đó lấy vật liệu ra, kết thúc một chu kì làm việc.
Thông số đặc trưng cho máy nghiền xa luân là kích thước (đường kính x chiều rộng) và khối lượng của con lăn nghiền.
IV.3.4.3. Cấu tạo máy
Bộ phận công tác chính của máy gồm gồm hai con lăn nghiền, lăn trên một mặt phẳng nào đó, khi lăn nhờ sức nặng mà nghiền vật liệu nằm trên đường lăn.. Hình 4.20 là sơ đồ nguyên lí làm việc của máy nghiền xa luân dùng để nghiền ướt. Kích thước (đường kính x chiều rộng) của con lăn nghiền thường từ 1200 x 300 mm đến 1800 x 550 mm; khối lượng tương ứng thường là từ 2 ÷ 7 t, năng suất 10 ÷ 28 t/h, tổn hao năng lượng xấp xỉ 1,4 KW.h/t sản phẩm.
Phía đầu trên của trục chính (1) có gắn khớp trục truyền (2), ở hai đầu trục truyền (2) có lắp các khối lăn nghiền (3) và (4). Khi trục (1) quay làm các khối nghiền lăn trên mâm cố định (5) đồng thời chúng tự quay trên trục truyền (2). Do gắn khớp trên trục truyền (2), trục quay (1) nên các khối nghiền dễ dàng được nâng lên hạ xuống, khi gặp các cục vật liệu quá cứng không nghiền nhỏ được, tránh cho trục nghiền (2) bị gãy. Ngoài ra các khối nghiền còn có thể nâng lên, hạ xuống để đảm bảo chiều dày cần thiết của vật liệu trên mâm, nhờ một cơ cấu cánh tay đòn phụ.
............................................................................................
IV.3.4.4. Ưu điểm
- Có kích thước gọn hơn, khối lượng nhỏ hơn các loại máy nghiền khác.
- Có thể thay đổi dễ dàng áp lực tác dụng lên vật liệu nghiền.
Trong một số dây chuyền công nghệ sản xuất vật liệu xây dựng còn sử dụng máy nghiền xa luân làm việc theo chu kì. Khi làm việc máy vừa nghiền, trộn và miết vật liệu. Các máy nghiền xa luân loại này thường có mâm liền, thành bên cao. Vật liệu được nạp theo từng mẻ (tới 1t), máy làm việc được khoảng 5 ÷ 15 phút, vật liệu nghiền được lấy ra qua cạnh bên nhờ các cánh quạt.
IV.3.4.5. Nhược điểm
- Về phương diện nghiền, máy nghiền xa luân kém hiệu quả hơn so với các loại máy nghiền khác (ví dụ như máy nghiền trục) do tiêu hao năng lượng nhiều, cấu tạo cồng kềnh và phức tạp, chi phí lắp đặt, bảo dưỡng, sửa chữa lớn. Bởi vậy nó chỉ được sử dụng khi công nghệ sản xuất yêu cầu vừa nghiền, vừa trộn, vừa làm chặt và làm dẻo vật liệu (ví dụ khi nghiền trộn đất sét trong sản xuất gốm xây dựng).
- Các máy nghiền xa luân có trục chính quay với tốc độ tối đa 0,3 ÷ 0,6 v/s nên năng suất thấp. Nếu tăng tốc độ quay sẽ làm tăng lực quán tính li tâm dẫn đến phải xử lí kết cấu và điều chỉnh máy phức tạp, ví dụ đối với máy có mâm cố định yêu cầu kĩ thuật gia cố các máy ơ rất cao, việc cân bằng động rất vất vả. Đối với máy có mâm quay thì vật liệu lại bị dồn về phía thành ngoài, nên chiều rộng vùng nghiền bị thu lại, giảm đáng kể năng suất.
IV.3.5. Máy nghiền va đập:
Kết cấu gồm thùng chứa vật liệu và trục quay, trên trục có gắn nhiều đầu búa được ghép cứng hoặc ghép xoay quanh bản lề. Vật liệu được nghiền mịn do tác dụng va đập của đầu búa quay tốc độ cao với các hạt vật liệu và va đập giữa chúng với nhau.
IV.3.5.1. Nguyên lí làm việc chung của máy nghiền va đập
Vật liệu được nạp vào máy nghiền từ phía trên của máy, nhờ trọng lượng bản thân rơi hoặc trượt theo máng vào vùng va đập của đầu búa đang quay với tốc độ cao. Sau va đập, vật liệu bị vỡ thành nhiều mảnh và bay với góc phản chiếu khoảng 900, tạo thành một vùng đập nghiền. Khi bay, các mảnh đập vào tấm lót trên thành vỏ máy, bật ngược trở lại đầu búa để nghiền tiếp. Cứ như vậy khi đủ nhỏ lọt qua mắt sàng ra ngoài.
Trong một số trường hợp, hạt vật liệu bị va chạm lệch tâm và có thể quay quanh tâm của nó với vận tốc gần 30m/s, tạo ra ứng suất kéo ![]() (MN/m2) do lực li tâm. Khi ứng suất kéo này lớn hơn độ bền kéo giới hạn, vật liệu sẽ tự vỡ.
(MN/m2) do lực li tâm. Khi ứng suất kéo này lớn hơn độ bền kéo giới hạn, vật liệu sẽ tự vỡ.
Như vậy, vật liệu được nghiền là do tương tác giữa vật liệu và đầu búa quay với tốc độ cần thiết ; giữa vật liệu và vật liệu ; giữa vật liệu và các tấm lót ; cũng như do lực li tâm khi va chạm lệch tâm.
Để phá vỡ vật liệu có hiệu quá, tốc độ dài của điểm ngoài cùng các rô to phải đủ lớn khoảng 20÷80 m/s. Bởi vậy yêu cầu kết cấu của rô to phải bền và có độ tin cậy cao, dễ sửa chữa và thay thế.
IV.3.5.2. Cấu tạo
IV.3.5.2.1. Cấu tạo của máy nghiền rô to
Dựa theo kết cấu và tỉ lệ kích thước, các máy nghiền rô to chia làm 2 loại:
- Loại nghiền thô có đường kính rô to lớn hơn chiều dài của nó, thông thường buồng nghiền có rô to và hai tấm lót phản hồi.
- Loại nghiền vừa và nhỏ. Có nguyên lí làm việc về cơ bản giống như loại thứ nhất. Tuy nhiên đường kính và chiều dài rô to thường như nhau. Buồng nghiền có rô to và ba (hoặc lớn hơn) tấm phản hồi.
Hình 4.21 trình bày hình chiếu đứng của máy nghiền rô to loại thô. Vỏ máy gồm hai nửa: trên (1), dưới (2). Nửa dưới đóng vai trò bệ máy, bệ máy được gia cố với sàn máy và trên nó lắp rô to (3) và nửa trên (2). Nửa trên máy có gắn các tấm phản hồi chịu va đập (4). Vỏ máy thường được chế tạo bằng hàn từ thép tấm.
Nửa trên vỏ gồm hai phần: phía phải được liên kết với bệ bằng khớp, nhờ cơ cấu vít hoặc thủy lực dễ dàng mở phía phải để kiểm tra và sửa chữa phía trong.
Phía mặt trong vỏ máy ở vùng nghiền có lắp các tấm lót thay được (5) chế tạo từ thép 45 hay thép măng gan 60 có gia công nhiệt.
Phần dưới của các tấm phản hồi (4) cũng được lắp các tấm lót dễ thay thế (6), được sản xuất từ thép hợp kim măng gan. Khi nửa dưới của tấm lót (6) mòn có thể xoay 1800 để làm việc tiếp.
Độ nghiền (i) của máy có thể điều chỉnh được nhờ cơ cấu điều chỉnh (7), cơ cấu (7) đồng thời còn là cơ cấu an toàn. Khi xuất hiện cục vật liệu quá rắn, sẽ làm cho các lò xo của cơ cấu (7) làm việc, khe hở giữa phần dưới của tấm lót và rô to tăng lên đủ làm cho cục vật liệu không nghiền được lọt qua. Mặt khác, nhờ kết cấu lò xo an toàn, đồng thời vừa là cơ cấu giảm chấn, nên vỏ máy không cần quá dày, làm giảm đáng kể trọng lượng của nó mà vẫn đủ bền.
Trong thực tế người ta còn thay các tấm phản hồi (4) bằng tấm dạng ghi (mặt sàng), để các cục kích thước đủ nhỏ có thể bay lọt qua lỗ ghi. Kết quả làm tăng hiệu quả nghiền.
..........................................................................................
IV.3.5.2.2. Cấu tạo của máy nghiền búa
Hình 4.23. giới thiệu kết cấu của một máy nghiền búa loại một trục. Máy gồm vỏ máy (1), rô to (2), búa (3), tấm phản hồi (4), dầm điều chỉnh (5) và hai tấm sàng ghi: xoay được (6) và kéo ra được (7). Vỏ máy được chế tạo bằng hàn từ thép tấm, phía trong vỏ ở vùng nghiền có lắp các tấm lót chịu va đập và mài mòn. Trên vỏ có bố trí các cửa sổ để có thể quan sát và sửa chữa phía trong. Các tấm phản hồi (4), được chế tạo bằng hàn, trên nó có lắp các tấm lót. Phía trên các tấm phản hồi được lắp khớp với vỏ máy, phía dưới có thể dịch chuyển tương đối so với búa nhờ các cơ cấu điều chỉnh. Độ nghiền của máy được điều chỉnh nhờ dầm (5) thông qua các vít điều chỉnh .
Tấm sàng ghi xoay (6) được lắp khớp với vỏ máy (1), tấm kéo ra được (7) lắp trên các bánh xe con, lăn trên ray dẫn hướng. Kết cấu kiểu này dễ thay thế và sửa chữa sàng kiểu ghi.
Rô to gồm nhiều đĩa thép, lắp chặt trên một trục. Giữa các đĩa thép và các trục có lắp khớp các búa (hình 4.24) biểu diễn 6 hàng búa. Số hàng búa, số búa phụ thuộc vào kích thước và công dụng của từng máy.
Với các loại máy nghiền búa lớn, số búa thường là 100, khối lượng của từng búa phụ thuộc vào loại máy, có thể nặng từ 4 đến 70 kg.
Trục rô to được lắp trên hai gối đỡ có ổ lăn, trục nhận mô men quay từ động cơ điện, qua khớp đàn hồi. Tốc độ quay của búa rất cao, có thể đạt tới 100 m/s.
........................................................................................
IV.3.6.2.1. Máy nghiền bi làm việc theo chu kì
Các loại máy này được sử dụng để nghiền các loại vật liệu khó nghiền bột như tron g công nghiệp sản xuất đồ gốm sứ, dụng cụ cắt gọt… Bộ phận chính của máy là một vỏ quay được lắp trên các gối đỡ có ổ bi, dẫn động vỏ nhờ một động cơ và hộp giảm tốc. Nạp và đổ vật liệu đã nghiền qua các cửa sổ và theo chu kì.
Năng suất máy phụ thuộc vào kích thước vỏ quay, chu kì nghiền một mẻ, dạng vật liệu và độ mịn cần phải nghiền. Có thể nạp vật liệu theo tỉ khối 0,35 ÷ 0,45 t/m3.
IV.3.6.2.2. Máy nghiền bi làm việc liên tục, dỡ liệu qua vách bên phải (hình 4.26)
Vật liệu phải nghiền được nạp qua cửa nạp (1), nhờ bộ nạp liệu tang trống(2) phía trong có lắp vách ngăn dạng cánh vít. Vật liệu được múc từng mẻ đổ qua cổ rỗng loe về phía trong(3) vào tang nghiền (6). Phía ngoài cổ rỗng có lắp cổ trục (5) đúc liền với mặt bích bên trái của tang nghiền và cổ trục được lắp vào ổ trượt (4). Bề mặt của gối đỡ bạc đối diện với bề mặt làm việc của ổ trượt có cấu tạo dạng cầu và tựa trên giá máy (14), kết cấu này cho phép triệt tiêu các sai sót khi lắp ghép, cũng như triệt tiêu các biến dạng khác của tang nghiền.
Dẫn động tang nghiền nhờ động cơ, bộ truyền đai (13), cặp bánh răng hở (8).
Trong quá trình nghiền các hạt vật liệu đủ nhỏ sẽ bay qua khe hở (15) của vách ngăn (9). Ở phía bên kia vách ngăn có lắp các cánh gom liệu (10), nhờ các cánh tay này, vật liệu được đưa lên đổ vào moay ơ (11) rồi ra cổ trục (12) đi ra ngoài tang nghiền.
Sử dụng vách ngăn bên phải làm tăng năng suất máy, bởi vì nhờ có vách và các cánh mà vùng xả liệu được bố trí thấp, dễ gom vật liệu. Phía trong tang nghiền có lắp các tấm lót chịu ma sát và va đập................
Sau khi phân tích, người nghiên cứu nhận thấy các loại máy sau đây thỏa mãn yêu cầu của đề tài :
|
Loại máy |
Nguyên lí |
Ưu, nhược điểm |
Ứng dụng |
|
Máy nghiền bi rung |
Phương pháp miết vỡ và đập vỡ |
- Bi dễ bị mài mòn. - Năng suất khá cao.
|
Kích thước vật liệu đầu vào tối đa 20 ÷ 25 mm, sản phẩm đầu ra tối thiểu 0,074 ÷ 0,4 mm |
|
Máy nghiền bằng dòng khí |
Phương pháp đập vỡ |
- Dễ dàng tạo được va đập với tốc độ cao giữa các hạt vật liệu. - Hệ thống phức tạp. |
- Nghiền được sản phẩm ≤ 1 µm |
|
Máy nghiền xa luân |
Phương pháp miết vỡ |
- Tiêu hao năng lượng nhiều, cấu tạo cồng kềnh và phức tạp,chi phí lắp đặt, bảo dưỡng, sữa chữa lớn. - Có thể thay đổi dễ dàng áp lực tác động lên vật liệu nghiền |
Kích thước hạt sản phẩm 0,2 ÷ 0,5 mm |
|
Máy nghiền đứng kiểu bánh lăn |
Phương pháp miết vỡ và ép vỡ |
- Chi phí năng lượng thấp, phạm vi nghiền rộng. - Bộ phận phân li phức tạp |
Nghiền hạt có kích thước < 0,5 mm ÷ 5 mm |
Bảng 4.3. Bảng so sánh các thiết bị nghiền mịn
Từ kết quả trên, em chọn máy nghiền đứng kiểu bánh lăn.
Kết luận
Quá trình nghiền vật liệu là quá trình phức tạp. Mặc dù đã có nhiều công trình lí thuyết được nghiên cứu, song giải pháp chung vẫn chưa được tìm ra. Phần lớn điều này liên quan đến ảnh hưởng của các tác nhân phi cơ học đến quá trình nghiền vật liệu mà trong phần lớn các công trình nghiên cứu chưa đề cập đến. Trong khi đó môi trường nghiền như chất xúc tác, nhiệt độ, hơi nước …có ảnh hưởng rất lớn đến quá trình nghiền , chưa kể đến cấu trúc và tính chất vật liệu nghiền. Tuy nhiên dựa vào các kết quả nghiên cứu, người ta đã ứng dụng và chế tạo hàng loạt các máy nghiền khác nhau và kiểm soát được quá trình nghiền bằng ứng dụng kĩ thuật đo kiểm, điều khiển hiện đại . Hướng phát triển các máy nghiền mịn và siêu mịn được đặc trưng bằng việc tạo ra các máy có cường độ năng lượng lớn như máy nghiền rung, máy nghiền bi với tốc độ làm việc trên tốc độ giới hạn, máy nghiền đứng kiểu bánh lăn…Nhưng để đạt được yêu cầu hiệu suất nghiền cao, trong các loại máy trên chỉ có máy nghiền đứng kiểu bánh lăn đáp ứng được yêu cầu. Loại máy này có chỉ tiêu hao năng lượng thấp và có các ưu điểm vượt trội khác.