THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP ĐỘNG CƠ ĐỐT TRONG

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP ĐỘNG CƠ ĐỐT TRONG, đồ án môn học công nghệ chế tạo máy NẮP ĐỘNG CƠ ĐỐT TRONG, bài tập lớn công nghệ chế tạo máy NẮP ĐỘNG CƠ ĐỐT TRONG, thiết kế quy trình công nghệ gia công chi tiết NẮP ĐỘNG CƠ ĐỐT TRONG
I . Nhiệm vụ thiết kế:
Thiết kế quy trình công nghệ gia công chi tiết dạng hộp :
II . Phân tích chức năng và điều kiện làm việc của chi tiết gia công:
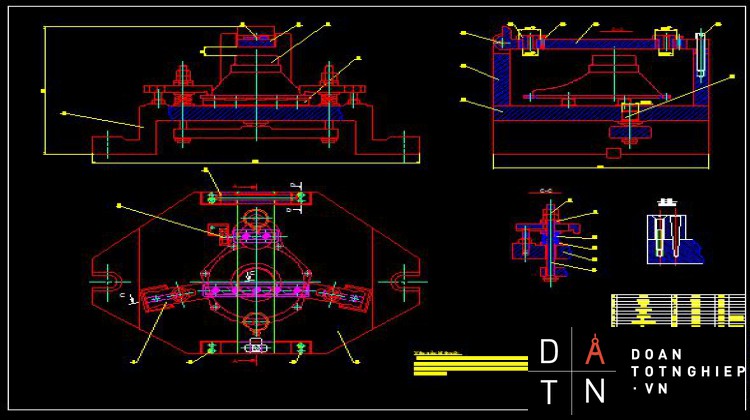
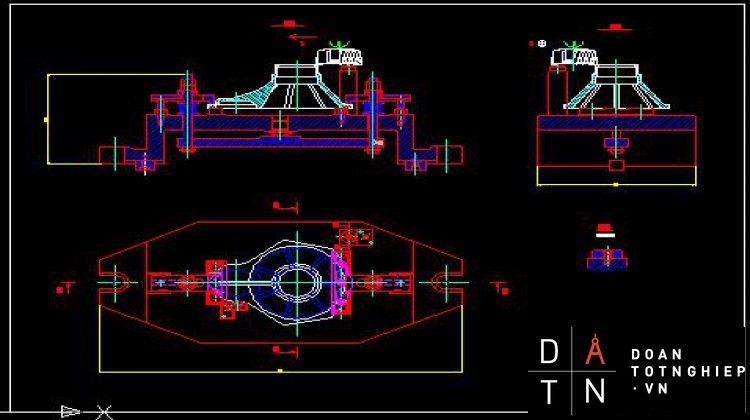
+Chi tiết yêu cầu thiết kế thuộc chi tiết dạng hộp, chi tiết này được sử dụng trong hệ thống truyền động của động cơ đốt trong.
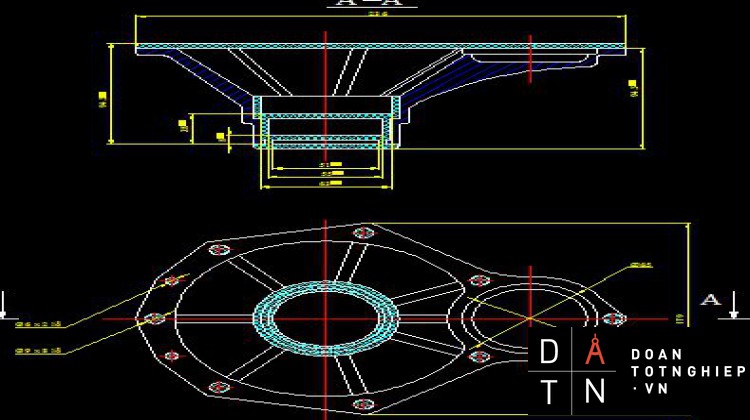
+ Ở chi tiết này, được thiết kế với lỗ được sử dụng để lắp trục,và 8 lỗ dùng để lắp ghép chi tiết vào lốc máy. Ngoài ra còn có hai lỗ được đóng 2 bạc, với mục đích định vị nửa chi tiết trên và nửa chi tiết dưới, không bị xê dịch qua lại.
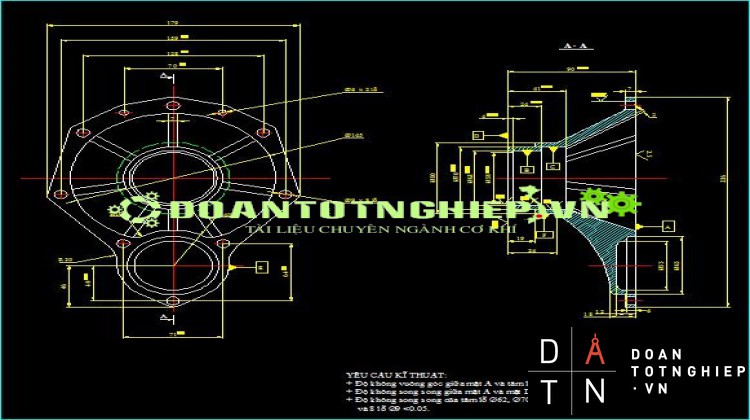
+ Trên chi tiết nắp động cơ đốt trong có những mặt không gia công nhưng lại có những mặt cần gia công đạt độ chính xác cao. Các kích thước cần được đảm bảo là đảm bảo là độ vuông góc, độ song song của các mặt và các lỗ, nhất là độ chính xác của lỗ Ø58, Ø62, Ø70 và mặt A bởi đây là nắp hộp được lắp ghép với thân máy động cơ đốt trong.
+ Chi tiết gia công làm việc trong điều kiện phải chịu tải trọng lớn nên bị mòn khá nhanh.
III . Phân tích độ chính xác gia công:
1 . Vật liệu:
+ Ta chọn vật liệu là GX 15-32 có thành phần hóa học như sau:
|
C |
Si |
Mn |
S |
P |
|
3,0 ¸ 3,4 |
1,8 ¸ 2,2 |
0,5 ¸ 0,8 |
< 0,13 |
<0,5 |
+ Tính chất cơ học của GX 15-32
|
Mác gang |
Giới hạn bền daN/mm2 |
Độ võng f,mm khi khoảng cách giữa hai điểm tựa |
Độ cứng HB, daN/mm2 |
||
|
Kéo |
Uốn |
600mm |
300mm |
||
|
GX 15-32 |
16 |
32 |
8 |
2,5 |
163 - 229 |
++ Gang xám có tính chịu mài mòn, tính đúc tốt, độ bền nén cao, gia công cơ tương đối dễ, nhẹ, rẻ tiền và có khả năng giảm rung động.
2 : Phân tích độ chính xác của kích thước
a). Kích thước
- Kích thước có chỉ dẫn :
+ Kích thước Ø58+0,046
ES = 0,046 mm
EI = 0 mm
=>TD = ES – EI = 0,046– 0 = 0,046 mm
Tra bảng (1.14) trang 18 sách Sổ tay Dung Sai Lắp Ghép.
Dung sai miền lỗ H8
Cấp chính xác 8
+ Kích thước Ø62 +0,046
ES = 0,046m
EI = 0 mm
=>TD = ES – EI = 0,046 = 0,046mm
Tra bảng (1.14) trang 18 sách Sổ Tay Dung Sai Lắp ghép.
Dung sai miền lỗ H8
Cấp chính xác 8.................................
- Kích thước không có chỉ dẫn :
+ Kích thước 34 là khoảng cách từ mặt D tới mặt F có cấp chính xác 12.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±0,25.
+ Kích thước 19 là khoảng cách giữa mặt D và mặt trên của mặt F đúc sẵn có cấp chính xác 12.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±0,21.
+ Kích thước 18 chiều dài của mặt A với mặt lõm đúc sẵn có cấp chính xác 12.
Tra bảng (1-4) trang 4 sổ tay dung sai ta có trị số dung sai là ±0,18
+ Kích thước R5, R2, R126, R3, R10, R40, R30 là các phần bo cung của các bề mặt đúc sẵn có cấp chính xác 16.
+ Kích thước 6 là chiều sâu của phần lõm được đúc sẵn có cấp chính xác 16.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±0.75.
+ Kích thước 13 là chiều sâu của phần lõm được đúc sẵn có cấp chính xác 16.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±1.1.
+ Kích thước Ø55 là bề rộng của lỗ lõm đúc sẵn có cấp chính xác 16.
Tra bảng (1-4) trang 18 sách sổ tay dung sai ta có trị số dung sai là +1,9.
+ Kích thước Ø65 là bề rộng của lỗ lõm đúc sẵn có cấp chính xác 16.
Tra bảng (1-4) trang 18 sách sổ tay dung sai ta có trị số dung sai là +1,9.
+ Kích thước Ø8 là kích thước của lỗ dùng để lắp ghép chi tiết vào lốc máy có cấp chính xác 12.
+ Kích thước 179 là chiều rộng của chi tiết được đúc sẵn có cấp chính xác 16.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±2.5.
+ Kích thước 236 là chiều dài của chi tiết được đúc sẵn có cấp chính xác 16.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±2.9.
+ Kích thước 46 là đường tâm của lỗ được đúc sẵn với bề mặt ngoài của chi tiết có cấp chính xác 16.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±1.6.
+ Kích thước 7 là kích thước từ mặt A tới phần lõm được đúc sẵn có cấp chính xác 12.
Tra bảng (1-4) trang 4 sách sổ tay dung sai ta có trị số dung sai là ±0.15.
b). Độ chính xác về hình dáng hình học và vị trí tương quan : ........................
I. Xác định đường lối công nghệ:
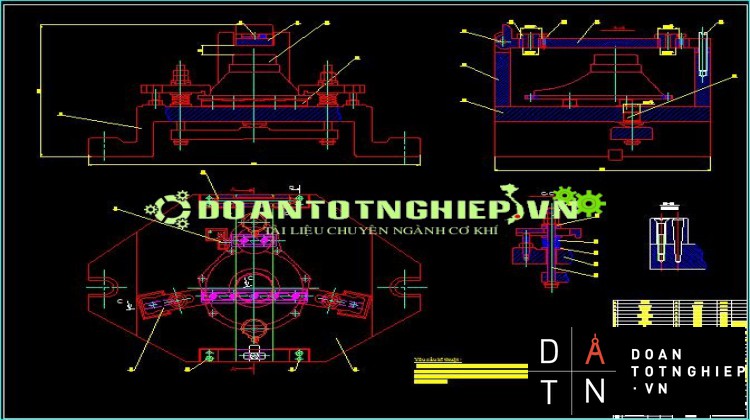
+ Sau khi phân tích kết cấu của chi tiết, dạng sản suất là hàng loạt vừa và trong điều kiện sản xuất nước ta hiện nay, ta chọn phương án phân tán nguyên công, sử dụng nhiều đồ gá chuyên dùng để gia công chi tiết trên các máy vạn năng thông dụng.
II. Biện luận và tính toán quy trình công nghệ:
a.Biện luận quy trình công nghệ
Phương án 1:
- Nguyên công 1:
- Bước 1:Chuẩn bị phôi.
- Bước 2:Làm sạch bavia.
- Bước 3:Đo kích thước.
- Bước 4:Ủ phôi theo thời hiệu tự nhiên.
- Nguyên công 2: phay thô mặt D.
- Nguyên công 3: Phay thô mặt A.
- Nguyên công 4: phay tinh mặt A.
- Nguyên công 5: gia công các lỗ Ø 58, Ø 62, Ø70.
- Bước 1: khoét thô lỗ Ø 58.
- Bước 2: khoét bán tinh lỗ Ø 58.
- Bước 3: khoét tinh lỗ Ø 58.
- Bước 4: khoét thô lỗ Ø 62.
- Bước 5: khoét bán tinh lỗ Ø 62.
- Bước 6: khoét tinh lỗ Ø 62.
- Bước 7: khoét thô lỗ Ø 70.
- Bước 8: khoét bán tinh lỗ Ø 70.
- Bước 9: khoét tinh lỗ Ø 70.
- Nguyên công 6: khoan 8 lỗ Ø 9.
- Nguyên công 7: khoan 2 lỗ Ø 6.
- Nguyên công 8: tổng kiểm tra.
Phương án 2:
1:Nguyên công 1:
- Bước 1:Chuẩn bị phôi.
- Bước 2:Làm sạch bavia.
- Bước 3:Đo kích thước.
- Bước 4:Ủ phôi theo thời hiệu tự nhiên.
2: Nguyên công 2: phay thô mặt A.
3: Nguyên công 3: Phay thô mặt D.
4: Nguyên công 4: phay tinh mặt A.
5: Nguyên công 5: gia công các lỗ Ø 58, Ø 62, Ø70.
- Bước 1: khoét thô lỗ Ø 58.
- Bước 2: khoét bán tinh lỗ Ø 58.
- Bước 3: khoét tinh lỗ Ø 58.
- Bước 4: khoét thô lỗ Ø 62.
- Bước 5: khoét bán tinh lỗ Ø 62.
- Bước 6: khoét tinh lỗ Ø 62.
- Bước 7: khoét thô lỗ Ø 70.
- Bước 8: khoét bán tinh lỗ Ø 70.
- Bước 9: khoét tinh lỗ Ø 70.
6: Nguyên công 6: khoan 8 lỗ Ø 9.
7: Nguyên công 7: khoan 2 lỗ Ø 6.
8: Nguyên công 8: tổng kiểm tra.
Kết luận: Từ 2 phương án đưa ra ở trên ta chọn phương án 2 vì theo đường lối gia công của chi tiết dạng hộp thì ở đây mặt A có yêu cầu về độ chính xác gia công cao, nên ta nên đưa gia công trước để lấy làm chuẩn tinh gia công một số bề mặt còn lại nhằm đảm bảo độ chính xác kích thước cũng như vị trí tương quan mà yêu cầu kỹ thuật đặt ra.
b.Tính toán chế độ cắt:
Tính chế độ cắt nguyên công II: Gia công thô mặt A:........................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP ĐỘNG CƠ ĐỐT TRONG, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết